

Rockwell, Brinell e Vickers: comprensione dei tre principali metodi di prova della durezza
Il test di durezza misura la resistenza di un materiale alla deformazione permanente sotto un carico definito. I tre metodi dominanti – Rockwell, Brinell e Vickers – utilizzano ciascuno una geometria del penetratore, un intervallo di carico e un approccio di misurazione diversi, che li rendono adatti a diversi materiali e applicazioni.
Durezza Rockwell (HR) applica un precarico minore seguito da un carico maggiore, quindi misura la profondità netta della rientranza. Il risultato viene letto direttamente dal quadrante o dal display digitale senza alcuna misurazione ottica, rendendolo il metodo più veloce per i test in produzione. Utilizza più scale – HRC per gli acciai duri, HRB per i metalli più teneri, HRA per i carburi – ciascuna definita da uno specifico penetratore e combinazione di carico.
Durezza Brinell (HB o HBW) preme una sfera di acciaio temprato o di carburo di tungsteno sulla superficie sotto un carico fisso, tipicamente 3.000 kgf per acciaio e ghisa. Il diametro dell'impronta viene misurato otticamente e il numero HB viene calcolato dal carico applicato diviso per l'area della superficie curva dell'impronta. Poiché il rientro è relativamente grande, la media Brinell è meno sensibile alla variazione microstrutturale locale, rendendola preferita per materiali a grana grossa come getti e forgiati.
Durezza Vickers (HV) utilizza un penetratore piramidale diamantato a base quadrata con un angolo frontale di 136° a carichi che vanno da meno di 1 gf (micro-Vickers) a 120 kgf (macro-Vickers). Entrambe le diagonali del rientro quadrato vengono misurate e viene calcolata la media. Il numero HV viene calcolato utilizzando il carico diviso per la superficie di contatto dell'impronta. Vickers è il metodo più versatile: si applica a rivestimenti sottili, strati cementati, zone di saldatura interessate dal calore e materiali sfusi allo stesso modo, il tutto su un'unica scala continua.
| Metodo | Penetratore | Misurazione | Ideale per |
|---|---|---|---|
| Rockwell | Cono diamantato o sfera in acciaio | Profondità del rientro | Test rapidi di produzione dell'acciaio temprato |
| Brinell | Sfera in carburo di tungsteno (ø1–10 mm) | Diametro della rientranza (ottico) | Fusioni, forgiati, leghe a grana grossa |
| Vickers | Piramide del diamante (136°) | Lunghezza diagonale (ottica) | Rivestimenti sottili, saldature, microdurezza |
Conversione della durezza da Vickers a Rockwell: come funziona e dove non è all'altezza
La conversione della durezza Vickers in durezza Rockwell, e viceversa, è un requisito frequente quando i disegni tecnici specificano una scala ma le apparecchiature di prova disponibili ne utilizzano un'altra. Il riferimento più ampiamente accettato è ASTM E140 , che fornisce tabelle di conversione standardizzate per vari materiali ferrosi e non ferrosi.
Per l'acciaio temprato della gamma comunemente utilizzata nelle applicazioni strutturali e di utensileria, le relazioni approssimative sono:
- Alta tensione 940 ≈ HRC 68 (vicino al limite superiore della scala Rockwell C)
- Alta tensione 800 ≈ HRC 65
- Alta tensione 600 ≈ HRC 57
- Alta tensione 400 ≈ HRC 41
- Alta tensione 200 ≈ HRB 93 (passaggio alla scala B per materiali più morbidi)
- HV 100 ≈ HRB 56
Queste conversioni comportano un avvertimento importante: sono specifici del materiale . Il rapporto di deformazione elastico-plastico differisce tra acciaio al carbonio, acciaio inossidabile, leghe di alluminio e titanio. Una conversione Vickers-Rockwell valida per l'acciaio al carbonio produrrà errori se applicata all'acciaio inossidabile austenitico o ad una superlega di nichel. ASTM E140 prevede colonne separate per diverse famiglie di materiali proprio per questo motivo.
Agli estremi si presenta un'ulteriore limitazione: la scala Rockwell C è affidabile solo tra HRC 20 e HRC 70. I valori al di fuori di questo intervallo dovrebbero essere misurati su una scala più appropriata (HRA per materiali molto duri sopra HRC 70, HRB per materiali più morbidi sotto HRC 20) o riportati direttamente in HV senza conversione.
Per l'ispezione delle saldature e gli ambienti con controllo di qualità, i valori convertiti devono sempre essere contrassegnati come stimati. La misurazione diretta sulla scala prevista è l'unico modo per ottenere un risultato tracciabile e conforme alle specifiche.
Preparazione dei campioni metallurgici: il fondamento di dati affidabili sulla durezza
Un test di durezza è accurato quanto la superficie che misura. Una preparazione inadeguata del campione introduce errori che nessuna calibrazione dello strumento può correggere. Ciò è particolarmente vero per i metodi Vickers e Brinell, in cui la misurazione è ottica e la riflettività superficiale influisce direttamente sulla precisione della lettura della diagonale o del diametro.
Sezionamento
Il primo passo è produrre una sezione trasversale piatta e rappresentativa. A macchina da taglio di precisione (chiamata anche sega abrasiva o diamantata) viene utilizzata per sezionare il pezzo con un apporto di calore e una deformazione meccanica minimi. Il taglio abusivo (utilizzo di una lama smussata, una velocità di avanzamento eccessiva o un refrigerante inadeguato) provoca uno strato superficiale deformato o alterato dal calore che aumenta o diminuisce artificialmente le letture della durezza. Per i tagli di livello metallurgico, le lame da wafer diamantate con raffreddamento ad acqua continuo sono standard per gli acciai duri e i carburi, mentre i dischi da taglio in ossido di alluminio con legante resinoide sono adatti ai metalli strutturali più morbidi.
Montaggio e Rettifica
Dopo il sezionamento, i campioni vengono generalmente montati in resina epossidica termoindurente o polimerizzabile a freddo per consentire una manipolazione sicura durante la molatura e la lucidatura. I supporti di ritenzione dei bordi sono specificati quando i gradienti di durezza in prossimità della superficie, come la profondità della custodia o le interfacce del rivestimento, devono essere misurati senza arrotondamento dei bordi.
La macinazione segue una sequenza da carte abrasive SiC più grossolane a più fini (tipicamente 120 → 320 → 600 → 1200 grana), con il campione ruotato di 90° tra ogni passaggio per rimuovere i graffi dalla direzione precedente. Ciascuna fase deve eliminare completamente la deformazione introdotta dalla precedente.
Lucidatura
La lucidatura finale utilizza sospensioni diamantate da 3 µm e 1 µm su panni ruvidi, producendo una finitura a specchio antigraffio. Per la microdurezza Vickers, a Finitura in silice colloidale da 0,25 µm viene spesso specificato per ridurre al minimo gli errori di riflettività superficiale quando si misurano piccole rientranze a carichi bassi. La superficie lucidata deve essere priva di rilievi, sbavature e vaiolature prima dell'inizio del test.
Strumenti per prove di durezza e i loro criteri di selezione
La scelta del giusto strumento per la prova di durezza implica la corrispondenza dell'intervallo di carico dello strumento e del tipo di penetratore con lo spessore del materiale, l'intervallo di durezza previsto e la risoluzione spaziale richiesta.
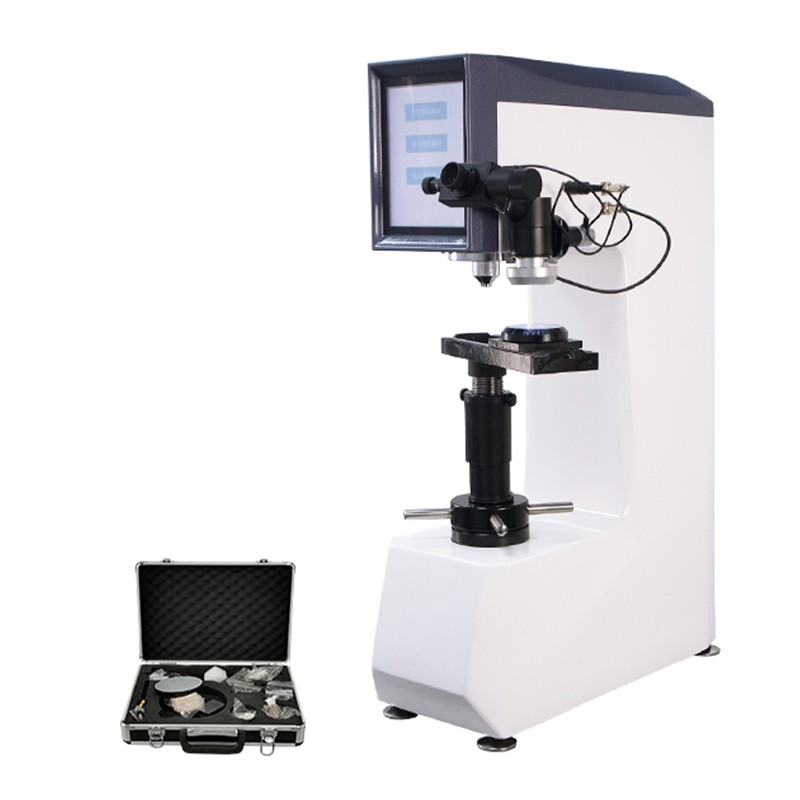
- Tester Rockwell da banco — la scelta standard per l'ispezione in entrata e la verifica del trattamento termico dei componenti in acciaio sfusi. L'applicazione di carico è motorizzata e coerente e i moderni modelli digitali memorizzano i record dei test per l'integrazione SPC. Il metodo Rockwell non può essere utilizzato su supporti sottili (tipicamente inferiori a 1 mm per HRC) poiché la profondità della rientranza si avvicina allo spessore del materiale, violando la regola dello spessore minimo.
- Microdurezza Vickers/Knoop — utilizzato per lamine sottili, rivestimenti galvanici, superfici indurite per diffusione e singole fasi in una microstruttura. L'intervallo di carico è generalmente compreso tra 1 gf e 1 kgf. Un microscopio ottico integrato esegue l'immagine della rientranza per la misurazione diagonale, spesso con analisi automatizzata delle immagini per ridurre la variabilità dell'operatore.
- Durometri portatili a rimbalzo (Leeb). — adatto per componenti installati di grandi dimensioni che non possono essere portati in laboratorio. Un corpo d'urto azionato da una molla colpisce la superficie; il rapporto tra rimbalzo e velocità di impatto fornisce il valore Leeb (HL), che viene poi convertito in HRC, HB o HV. La precisione dipende dalla finitura superficiale, dalla massa e dalla geometria del pezzo.
- Tester di impedenza di contatto a ultrasuoni (UCI). — utilizzare un diamante Vickers su un'asta vibrante; lo spostamento di frequenza al contatto è correlato alla durezza. Gli strumenti UCI sono particolarmente utili per misurare strati sottili di cementazione e rivestimenti in situ senza danni superficiali visibili ad occhio nudo.
Indipendentemente dal tipo di strumento, per mantenere l'affidabilità della misurazione è necessaria una calibrazione regolare rispetto a blocchi di riferimento certificati (tracciabili a standard nazionali come NIST o PTB). I blocchi di riferimento dovrebbero coprire l'intervallo di durezza previsto delle parti di produzione.
Ispezione delle saldature dell'acciaio al carbonio: prove di durezza nella zona interessata dal calore
I valori di durezza attraverso le saldature sono tra le applicazioni più critiche dei test Vickers nella fabbricazione strutturale. Quando l'acciaio al carbonio viene saldato, la zona termicamente alterata (HAZ) subisce un rapido ciclo termico. Negli acciai con sufficiente carbonio equivalente (CE), questo può produrre martensite, una microstruttura dura e fragile che aumenta la durezza HAZ significativamente al di sopra del metallo base e aumenta la suscettibilità alla fessurazione indotta da idrogeno (HIC).
Criteri di accettazione del settore comunemente limitano la durezza HAZ a un massimo di 350HV10 per saldature generali in acciaio strutturale (secondo la guida EN ISO 15614-1 e AWS D1.1) e per 250–300 HV10 per applicazioni offshore, di servizio acido o ad alta tenacità. Il superamento di queste soglie costituisce una condizione di squalifica che richiede la revisione del preriscaldamento, della temperatura di interpass e della procedura di saldatura.
Una traversa di durezza di saldatura standard prevede una serie di rientranze Vickers a una spaziatura definita, in genere di 0,5 mm o 1 mm l'una dall'altra, che vanno dal metallo di saldatura attraverso la linea di fusione, attraverso la HAZ e nel metallo di base non interessato. La traversata viene condotta su una sezione trasversale preparata metallograficamente, incisa con Nital al 2–5% per rivelare i confini della fusione prima del posizionamento della rientranza. I punti chiave di misurazione includono la HAZ a grana grossa immediatamente adiacente alla linea di fusione, dove è più probabile la formazione di martensite.
Per le passate di radice e le saldature a spazio stretto, potrebbero essere necessari micro-Vickers a HV1 o HV0,5 per ottenere un'adeguata risoluzione spaziale all'interno della HAZ, che può essere stretta fino a 0,2–0,5 mm in alcuni processi ad alto apporto di calore. La scelta del carico di prova influisce direttamente sulla dimensione dell'impronta e quindi sulla larghezza minima della zona misurabile — HV10 produce un rientro di circa 0,3–0,4 mm di diametro a 300 HV , mentre HV1 lo riduce a circa 0,1 mm.
Macchine da taglio di precisione nella preparazione dei campioni metallografici
Una macchina da taglio di precisione è il punto di ingresso di ogni flusso di lavoro metallografico. La sua funzione principale è quella di produrre una sezione trasversale piatta, con danni ridotti al minimo, che rappresenti accuratamente l'area di interesse, che si tratti di una zona HAZ di saldatura, di una superficie cementata o di un'interfaccia di rivestimento.
Nell'uso di laboratorio esistono due categorie principali:
- Troncatrici abrasive — utilizzano mole consumabili a legante resinoide e sono adatte alla produttività. La selezione della mola (ossido di alluminio per acciaio e ghisa, carburo di silicio per materiali non ferrosi, CBN per acciaio per utensili temprato) e la portata del refrigerante sono i parametri di processo primari. Segni di bruciatura o azzurramento sulla superficie tagliata indicano un calore eccessivo e richiedono un'avanzamento più lento o la selezione di una mola nuova.
- Seghe per wafer diamantate — utilizzare dischi diamantati con legante metallico o resinoide a bassa velocità con liquido refrigerante ad olio. Producono lo strato di deformazione più basso (in genere inferiore a 5 µm) e sono essenziali per ceramiche fragili, componenti elettronici e campioni in cui la microstruttura intatta deve essere preservata entro micron dalla superficie tagliata.
Le specifiche chiave per la scelta di una fresa di precisione per la preparazione del test di durezza includono diametro massimo del pezzo, forza di bloccaggio del mandrino, intervallo di giri della lama e metodo di erogazione del refrigerante . Il controllo automatizzato dell'avanzamento, in cui la sega avanza a una forza costante anziché a una velocità fissa, riduce significativamente la variabilità da operatore a operatore e prolunga la durata della lama.
In particolare, per i campioni di ispezione delle saldature, la taglierina deve accogliere geometrie irregolari (giunti a T, sezioni di tubi, rivestimenti sovrapposti) con un fissaggio stabile. Il bloccaggio instabile provoca segni di vibrazione indotti dalle vibrazioni che si propagano in profondità nel campione, creando uno strato deformato che non può essere completamente rimosso nelle successive fasi di macinazione senza un'eccessiva rimozione del materiale.